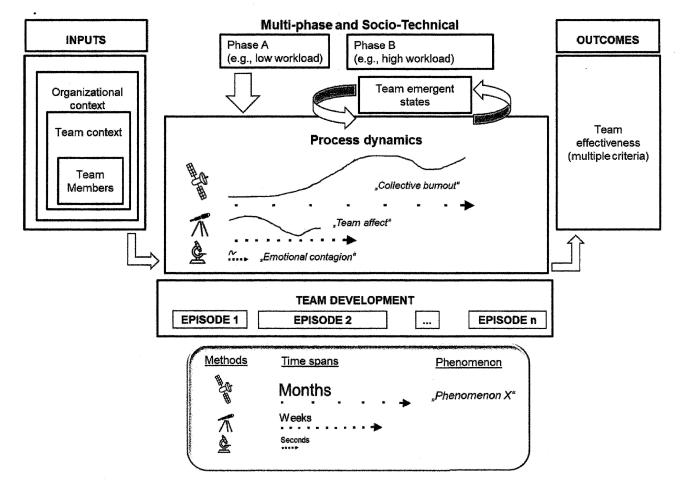
A temporal framework to understand team dynamics with high resolution. Image by Klonek et al
30 October 2019 – The essay below was posted to the Keiser University DBA 710 Week 8 Discussion Forum. It is reproduced here in the hope that readers of this blog will find this peek into state-of-the-art management research interesting.
This posting is a bit off topic for Week 8, but it reviews a paper that didn’t cross my desk in time to be included in last week’s discussions, where it would have been more appropriate. In fact, the copy of the paper I received was a manuscript version of a paper accepted by the journal Organizational Psychology Review that is at the printer now.
The paper, written by an Australian-German team, covers recent developments in measuring variables apropos management of decision teams in various situations (Klonek, Gerpott, Lehmann-Willenbrock & Parker, in press). As we saw last week, there is a lot of work to be done on metrology of leadership and management variables. The two main metrology-tool classifications are case studies (Pettigrew, 1990) and surveys (Osei-Kyei & Chan, 2018). Both involve time lags that make capturing data in real time and assuring its freedom from bias impossible (Klonek, Gerpott, Lehmann-Willenbrock & Parker, in press). Decision teams, however, present a dynamic environment where decision-making processes evolve over time (Lu, Gao & Szymanski, 2019). To adequately study such processes requires making time resolved measurements quickly enough to follow these dynamic changes.
Recent technological advances change that situation. Wireless sensor systems backed by advanced data-acquisition software make in possible to unobtrusively monitor team members’ activities in real time (Klonek, Gerpott, Lehmann-Willenbrock & Parker, in press). The paper describes how management scholars can use these tools to capture useful information for making and testing management theories. It provides a step-by-step breakdown of the methodology, including determining the appropriate time-resolution target, choosing among available metrology tools, capturing data, organizing data, and interpreting data. It covers working on time scales from milliseconds to months, and mixed time scales. Altogether, the paper provides invaluable information for anyone intending to link management theory and management practice in an empirical way (Bartunek, 2011).
References
Bartunek, J. M. (2011). What has happened to Mode 2? British Journal of Management, 22(3), 555–558.
Klonek, F.E., Gerpott, F., Lehmann-Willenbrock, N., & Parker, S. (in press). Time to go wild: How to conceptualize and measure process dynamics in real teams with high resolution? Organizational Psychology Review.
Lu, X., Gao, J. & Szymanski, B. (2019) The evolution of polarization in the legislative branch of government. Journal of the Royal Society Interface, 16: 20190010.
Osei-Kyei, R., & Chan, A. (2018). Evaluating the project success index of public-private partnership projects in Hong Kong. Construction Innovation, 18(3), 371-391.
Pettigrew, A. M. (1990). Longitudinal Field Research on Change: Theory and Practice. Organization Science, 1(3), 267–292.
It used to be that highest quality was synonymous with hand crafting. It’s not no more! Pressmaster/Shutterstock.com
23 May 2018 – Way back in the 1990s, during a lunch conversation with friends involved in the custom motorcycle business, one of my friends voiced the opinion that hand crafted items, from fine-art paintings to custom motorcycle parts, were worth the often-exhorbitant premium prices charged for them for two reasons: individualization and premium quality.
At that time, I disagreed about hand-crafted items exhibiting premium quality.
I had been deeply involved in the electronics test business for over a decade both as an engineer and a journalist. I’d come to realize that, even back then, things had changed drastically from the time when hand crafting could achieve higher product quality than mass production. Things have changed even more since then.
Early machine tools were little more than power-driven hand tools. The ancient Romans, for example, had hydraulically powered trip hammers, but they were just regular hammers mounted with a pivot at the end of the handle and a power-driven cam that lifted the head, then let it fall to strike an anvil. If you wanted something hammered, you laid it atop the anvil and waited for the hammer to fall on it. What made the exercise worthwhile was the scale achievable for these machines. They were much larger than could be wielded by puny human slaves.
The most revolutionary part of the Industrial Revolution was invention of many purpose-built precision machine tools that could crank out interchangeable parts.
Most people don’t appreciate that previously nuts and bolts were made in mating pairs. That is, that bolt was made to match that nut because the threads on this other nut/bolt pair wouldn’t quite match up because the threads were all filed by hand. It just wasn’t possible to carve threads with enough precision.
Precision machinery capable of repeating the same operation to produce the same result time after time solved that little problem, and made interchangeable parts possible.
Statistical Process Control
Fast forward to the twentieth century, when Walter A. Shewhart applied statistical methods to quality management. Basically, Shewhart showed that measurements of significant features of mass-produced anything fell into a bell-shaped curve, with each part showing some more-or-less small variation from some nominal value. More precise manufacturing processes led to tighter bell curves where variations from the nominal value tended to be smaller. That’s what makes manufacturing interchangeable parts by automated machine tools possible.
Bell curve distribution of measurement results. Peter Hermes Furian/Shutterstock.com
Before Shewhart, we knew making interchangeable parts was possible, but didn’t fully understand why it was possible.
If you’re hand crafting components for, say, a motorcycle, you’re going to carefully make each part, testing frequently to make sure it fits together with all the other parts. Your time goes into carefully and incrementally honing the part’s shape to gradually bring it into a perfect fit. That’s what gave hand crafting the reputation for high quality.
In this cut-and-try method of fabrication, achieving a nominal value for each dimension becomes secondary to “does it fit.” The final quality depends on your motor skills, patience, and willingness to throw out anything that becomes unsalvageable. Each individual part becomes, well, individual. They are not interchangeable.
If, on the other hand, you’re cranking out kazillions of supposedly interchangeable parts in an automated manufacturing process, you blast parts out as fast as you can, then inspect them later. Since the parts are supposed to be interchangeable, whether they fit together is a matter of whether the variation (from the nominal value) of this particular part is small enough so that it is still guaranteed to fit with all the other parts.
If it’s too far off, it’s junk. If it’s close enough, it’s fine. The dividing line between “okay” and “junk” is called the “tolerance.”
Now, the thing about tolerance is that it’s somewhat flexible. You CAN improve the yield (the fraction of parts that fall inside the tolerance band) by simply stretching out the tolerance band. That lets more of your kazillion mass-produced parts into the “okay” club.
Of course, you have to fiddle with the nominal values of all the other parts to make room for the wider variations you want to accept. It’s not hard. Any engineer knows how to do it.
However, when you start fiddling with nominal values to accommodate wider tolerances, the final product starts looking sloppy. That is, after all, what “sloppy” means.
By the 1980s, engineers had figured out that if they insisted on automated manufacturing equipment to achieve the best possible consistency, they could then focus in on reducing those pesky variations (improving precision). Eventually, improved machine precision made it possible to squeeze tolerances and remove sloppiness (improving perceived quality).
By the 1990s, automated manufacturing processes had achieved quality that was far beyond what hand-crafted processes could match. That’s why I had to disagree with my friend who said that mass-manufactured stuff sacrificed quality for quantity.
In fact, Shewhart’s “statistical process control” made it possible to leverage manufacturing quantity to improve quality.
Product Individualization
That, however, left hand-crafting’s only remaining advantage to be individualization. You are, after all, making one unique item.
Hand crafting requires a lot of work by people who’ve spent a long time honing their skills. To be economically viable, it’s got to show some advantage that will allow its products to command a premium price. So, the fact that hand-crafting’s only advantage is its ability to achieve a high degree of product individualization matters!
I once heard an oxymoronic joke comment that said: “I want to be different, like everybody else.”
That silly comment actually has hidden layers of meaning.
Of course, if everybody is different, what are they different from? If there’s no normal (equivalent to the nominal value in manufacturing test results), how can you define a difference (variation) from normal?
Another layer of meaning in the statement is its implicit acknowledgment that everyone wants to be different. We all want to feel special. There seems to be a basic drive among humans to be unique. It probably stems from a desire to be valued by those around us so they might take special care to help ensure our individual survival.
That would confer an obvious evolutionary advantage.
One of the ways we can show our uniqueness is to have stuff that shows individualization. I want my stuff to be different from your stuff. That’s why, for example, women don’t want to see other women wearing dresses identical to their own at a cocktail party.
In a world, however, where the best quality is to be had with mass-produced manufactured goods, how can you display uniqueness without having all your stuff be junk? Do you wear underwear over a leotard? Do you wear a tutu with a pants suit? That kind of strategy’s been tried and it didn’t work very well.
Ideally, to achieve uniqueness you look to customize the products that you buy. And, it’s more than just picking a color besides black for your new Ford. You want significant features of your stuff to be different from the features of your neighbor’s stuff.
As freelance journalist Carmen Klingler-Deiseroth wrote in Automation Strategies, a May 11 e-magazine put out by Automation World, “Particularly among the younger generation of digital natives, there is a growing desire to fine-tune every online purchase to match their individual tastes and preferences.”
That, obviously, poses a challenge to manufacturers whose fabrication strategy is based on mass producing interchangeable parts on automated production lines in quantities large enough to use statistical process control to maintain quality. If your lot size is one, how do you get the statistics?
She quotes Robert Kickinger, mechatronic technologies manager at B&R Industrial Automation as pointing out: “What is new . . . is the idea of making customized products under mass-production conditions.”
Kickinger further explains that any attempt to make products customizable by increasing manufacturing-system flexibility is usually accompanied by a reduction in overall equipment effectiveness (OEE). “When that happens, individualization is no longer profitable.”
One strategy that can help is taking advantage of an important feature of automated manufacturing equipment, it’s programmability. Machine programmability comes from its reliance on software, and software is notably “soft.” It’s flexible.
If you could ensure that taking advantage of your malleable software’s flexibility won’t screw up your product quality when you make your one, unique, customized product, your flexible manufacturing system could then remain profitable.
One strategy is based on simulation. That is, you know how your manufacturing system works, so you can build what I like to call a “mathematical model” that will behave, in a mathematical sense, like your real manufacturing system. For any given input, it will produce results identical to that of the real system, but much, much faster.
The results, of course, are not real, physical products, but measurement results identical to what your test department will get out of the real product.
Now, you can put the unique parameters of your unique product into the mathematical model of your real system, and crank out as many simulated examples of products as you need to ensure that when you plug those parameters into your real system, it will spit out a unique example of your unique product exhibiting the best quality your operation is capable of — without the need of cranking out mass quantities of unwanted stuff in order to tune your process.
So, what happens when (in accordance with Murphy’s Law) something that can go wrong does go wrong? Your wonderful, expensive, finely tuned flexible manufacturing system spits out a piece of junk.
You’d better not (automatically) box that piece of junk up and ship it to your customer!
Instead, you’d better take advantage of the second feature Kickinger wants for your flexible manufacturing system: real-time rejection.
“Defective products need to be rejected on the spot, while maintaining full production speed,” he advises.
Immediately catching isolated manufacturing defects not only maintains overall quality, it allows replacing flexibly manufactured unique junk to be replaced quickly with good stuff to fulfill orders with minimum delay. If things have gone wrong enough to cause repetitive multiple failures, real-time rejection also allows your flexible manufacturing system to send up an alarm alerting non-automated maintenance assets (people with screwdrivers and wrenches) to correct the problem fast.
“This is the only way to make mass customization viable from an economic perspective,” Kickinger asserts.
Social and technological trends will only make developent of this kind of flexible manufacturing process de rigeur in the future. Online shoppers are going to increasingly insist on having reasonably priced unique products manufactured to high quality standards and customized according to their desires.
As Kickinger points out: “The era of individualization has only just begun.”